



|
Brand |
LU-YH-7 |
| Units | 15 |
| Name | 1. Tire bead seat cutter - 1 unit 2. Tire-to-band cutter 1unit. 3. Band to workpiece cutter 1unit. 4. Main abrasive machine 1 unit 5.Primary purification sieve 1 unit 6. magnetic separator 2 units 7. Air separator - 1unit. 8. conveyors - 3 units 9. Electric board 10.Fine polishing vibration sieve - 1 unit. 11. Tire bead seat extruder 1 unit 12. Fine fraction final attritor 1 unit. |
| Is not in the set | Everything is in the set |
| Rated power consumption | 135 kW. |
| Actual power consumption | 55 kW |
| Main engine power | 43 kW |
| Water consumption | 50 Liters/day (cooling) |
| raw materials used | 3600 kg/shift |
| Makes workpieces | 3600 kg/shift ( 6 delivery truck’s wheels 65 kg/hr) |
| Crumbs, % | 55 (0.5 - 1.0 mm) |
| Powder, % | 45 (0- 0.5 mm) |
| Textile | removes |
| Metal | extracts |
| Recycles pure rubber | Recycles |
| Tires and bands containing textile | Recycles |
| Tires and bands containing textile and metal | Recycles |
| Tires containing metal | Recycles |
| Tires – diameter up to 4 meters | Doesn't recycle |
| Productivity | Depends on rubber content in raw materials |
| - hour | 200-250 kg |
| -shift (10 hrs) | 2000-2500 kg/shift |
| -22 hrs/day | 4000-5000 kg /day |
| - year | 1200-1500 tons/day -22 hrs |
| -Extracted metal/shift | 1000 kg max., depending on raw materials |
| -Extracted textile/shift | 200 kg max/depends on raw materials specifications |
| Raw materials consumption | 3000 tons/year |
| Diameter of the tires recycled | 12 inches 24 inches |
| Calculation of the operation mode | 300 days/year, 22 hrs/day |
| Personnel/shift | 6 persons |
| Skillful workers | 2 |
| Shiftmen | 4 |
| The production is divided into sections. There are workers on each section | 2 sections |
| ---Attritors’ section | 2 persons. |
| ---Tire (up to 24 inches) preparation section | 3 persons. |
| Foreman (engineer) –total production control | 1 person. |
| Weight of the equipment | 10250 kg |
| Certification of the equipment | Certified in Pr China, Vietnam, Mongolia, Ukrain, Kazakhstan, Egypt, Turkey, Czech Republic, Israel, Russia |
| Warranty | 1 year |
| Technical losses, % | 0,5% of the raw materials weight |
| Production area without warehouses | 200 m2 |
| Compulsory indoor installation | ---preparation section ---attrition section |
| Outdoor installation | No |
| Mounting time | 2 weeks |
| Fraction are controlled by replacement of sieves | 2 fractions simultaneously |
| Foundation for mounting | Is required for the main attritor |
| Start and adjustment specialists from the factory | Desirably but not compulsory |
| Training of the personnel | Desirably but not compulsory |
| The equipment is made by license | USA |
| Transportation | one -40ft.container. |
| Time of manufacturing | 60 days |
| Shipping time | 66 days |
| Time of delivery | 90-120 depending on destination |
| SPARE PARTS | are not included in the set. |
| Wearing parts | |
| ---Abrasive shafts 2 units | Service time -2 year (made in Japan) |
| ---Circular cutters 2 units | Service time - 1 year |
| ---Chips breaker | service time 1 year |
| --Tire bead seat cutter’s blades | Service time – 4 months |
| ---Drums of tire bead seat extruder | Service time – 6 months (but it is possible to extend its service time and/or restore it |
| ---Replaceable sieves | Service time – 1 year |
| Manufacturing scheme | 1.Removal of a tire bead seat >> 2.Separation of metal and rubber in tire bead seat >>3. Cutting of tire (without tire bead seat) in spiral bands of width of 3-5 cm >>4. Cutting off the second tire bead seat >> 5. Thinning of band >> 6. Cutting of workpieces >> 7. Production of powder and crumb >> 8. Separation into fractions >> 9. Removal of textile cord >> 10. Shredding of pure rubber (tread strips) and rubber containing textile cord >> Finished product warehouse |
| The products are used to obtain (further recycling of powder and crumb can yield as follows) | - reclaimed raw rubber |
| -Mats for sport-grounds 500 х 500 mm | |
| -filling seamless coatings | |
| -Foam rubber | |
| -Novotracks | |
| -baseplates for rails and railway hardware | |
| -soles for slippers | |
| - sanitaryware gaskets | |
| - rugs for entrance doors and bathrooms | |
| -additive to asphalt | |
| - roof cladding | |
| -rubber paving blocks | |
| -EPDM granules | |
| -gaskets and sealants for doors and windows | |
| tread strips for restoration of wheels | |
| -mooring dolphins |
LU-YH-7 layout in a hangar of 12 х 20м
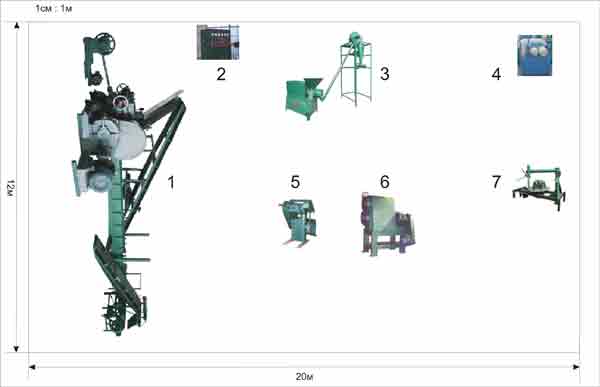
1 - Main attritor
2 - Control board
3 - Air separator and final attritor
4 - Metal extruder
5 - Chips cutter
6 - Band cutter
7 - Cutting machine
Main attritor
1. Side view
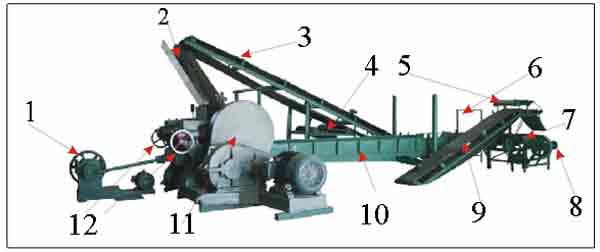
1 - Drive of primary purification vibration screen
2 - Receiving raw materials gutter
3 - Feeding conveyor
4 - Magnet separator
5 - Air separator fixing frame
6 - Polishing vibration screen
7 - Drive of polishing vibration screen
8 - Fine fraction feeding conveyor
9 - Primary purification vibration screen
10 -Main attritor
11 - Steering wheel of the attritor's fine adjustment
2. Top view
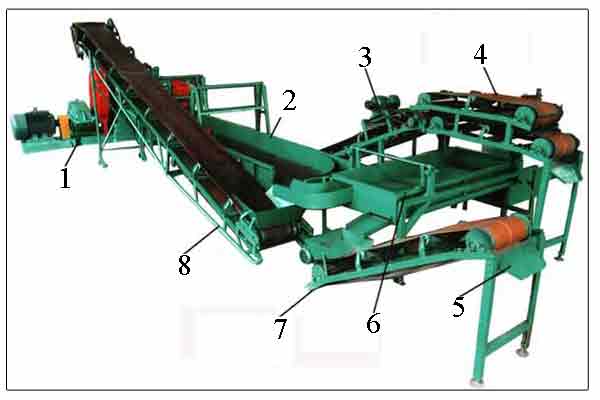
1 - Main attritor
2 - Vibration screen
3 - Small conveyor
4 - Double layer magnet separator
5 - Rubber crumb output
6 - Small vibration screen
7 - Magnet separator
8 - Conveyor
Design shop area - 300 m2 12 m - width, 18 m - length, 5 m -height
Unit #6 requires foundation
The flowchart is recommended. There no strict limitations concerning location of the units relative to each other.
Safety zone is recommended for all the units except for unit 2.
For unit 2 the safety zone is compulsory